English
English


Grazie al progressivo sviluppo delle tecniche di frigo conservazione, oggi si riesce a mettere a disposizione dei consumatori di tutto il mondo, mele di qualitŕ, praticamente tutto l'anno, mantenendo inalterate le caratteristiche organolettiche del prodotto. Il Gruppo Rivoira si dedica con successo al settore della produzione e del commercio della frutta, oggi tra i leader privati del settore, in particolare nella produzione, stoccaggio e lavorazione delle mele.
Alimentare e Beverage
Articoli, News, PDF, Prodotti, Webinar su Alimentare e Beverage.
Manutenzione predittiva efficiente al servizio della buona frutta

Monitoraggio in continuo efficienza energetica e cogenerazione
- Il monitoraggio continuo delle prestazioni - Dal monitoraggio all'efficientamento energetico: un caso studio in un impianto di cogenerazione in un'industria alimentare
Tecnologia: eccellenza di impianti 4.0

Gestione intelligente da remoto con regolazione delle prestazioni in base ai flussi di lavoro, riduzione delle emissioni, piů sicurezza e manutenzione predittiva, massimo efficientamento energetico: tutta l'eccellenza di impianti 4.0 nel cuore pulsante del primo produttore mondiale di Grana Padano.
Manutenzione 4.0 e industria alimentare
La manutenzione 4.0 I prerequisiti
Cogenerazione e aria compressa
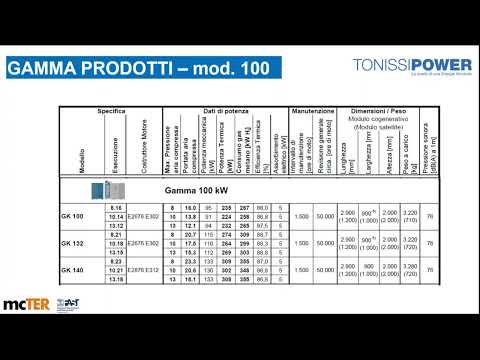
Introduzione alla soluzione per produrre aria compressa cogenerando con il 90% di rendimento. Viene illustrato il caso di un'azienda che opera nel Pet Food e che decide di installare un cogeneratore ad aria compressa.
Valvole: produzione, controllo, sicurezza, scarico delle condense
Le valvole ARI vengono utilizzate nelle applicazioni piů comuni quando il processo produttivo richiede il controllo, l'intercettazione, la sicurezza degli impianti o lo scarico delle condense. Tali processi si trovano in tutte le aziende industriali operanti in diversi settori quali chimico, navale, farmaceutico, alimentare o nel settore civile.
One Stop Shop!!!

"Struttura diretta" č la filosofia che oggi ARI-Armaturen Italia applica alle proprie strategie aziendali; una struttura tecnico-commerciale composta da funzionari che possono trasmettere direttamente le politiche della casa madre tedesca; completa la struttura una capillare rete di agenti, distributori e rivenditori operanti sul territorio italiano. Ari Armaturen č presente sul mercato dal 1950 con quasi 12.000 prodotti idonei alle applicazioni sia industriali che civili per i settori del navale, dell'energia, chimico, alimentare, farmaceutico, della produzione della carta, etc. La gamma prodotti comprende le valvole di regolazione sia pneumatiche che elettriche, le valvole a globo, a farfalla gommate e metallo su metallo, i filtri a Y, le valvole di sicurezza, le valvole auto-azionate e gli scaricatori di condensa. Prodotti tutti rigorosamente costruiti in Germania.
Strumentazione di misura: aumentare efficienza e affidabilitŕ nel controllo di processo nell'industria alimentare

Nel Food and Beverage la nostra prioritŕ č la sicurezza alimentare e la prevenzione di qualsiasi rischio. Nell'agroalimentare vi č la necessitŕ di rispettare alcuni requisiti nel processo produttivo nel settore alimentare - Igiene, Certificazioni, Qualitŕ dei materiali, Customizzazioni. I nostri prodotti di strumentazione industriale trovano applicazione in diversi settori consentendo notevoli vantaggi (stabilitŕ, tolleranza, affidabilitŕ). E i nostri nuovi pressostati digitali con display certificati 3A hanno un ruolo rilevante per fornire informazioni specifiche che consentono una produzione di alta qualitŕ. Cosa č un pressostato Digitale? E' un sensore di pressione, uno strumento dotato di display che permette l'indicazione visiva istantanea della pressione, livello o portata. Si utilizzano quando si ha la necessitŕ di monitorare la pressione: il loro scopo č quello di aumentare gli standard di sicurezza e di migliorare il funzionamento degli impianti. I sensori non sono tutti uguali come č diverso il loro campo di applicazione. Per scegliere il trasduttore di pressione piů adatto alle proprie esigenze č importante comprendere dove dovrŕ essere impegnato e quali sollecitazioni o condizioni ambientali dovrŕ sopportare.
Condition Monitoring in uno zuccherificio

L'implementazione di un sistema di Condition Monitoring presso un importante zuccherificio per controllare le macchine rotanti, valutarne il possibile ciclo di fine vita e fare le opportune azioni correttive.
Soluzioni di automazione nel packaging alimentare

Soluzioni integrate per la realizzazione di peso-prezzatrici / selezionatrici ponderali automatiche da parte di un'azienda che opera nel packaging alimentare.
Manutenzione predittiva di uno sterilizzatore industriale tramite Intelligenza Artificiale
Analisi predittiva avanzata tramite Big Data e Machine Learning per monitorare il consumo di vapore della linea, particolarmente critica, degli sterilizzatori della pasta di cacao.
Soluzioni a 360° per impianti di aria compressa che rispettino l'ambiente e la qualitŕ del cibo

Atlas Copco, Gruppo internazionale con sede a Stoccolma e con clienti in piů di 180 paesi, giŕ dal 1873, anno della sua fondazione, investe nella ricerca di soluzioni tecnologiche che migliorino la componentistica costruttiva, con l'obiettivo di trasformare le idee industriali in vantaggi e benefici per le aziende. La Divisione Compressori, in particolare, collabora con i clienti per trasformare idee industriali innovative in soluzioni smart all'avanguardia per aria compressa e gas industriali.
Case study: Lockout/tagout in un'azienda produttrice di bevande

Nel sistema complesso di tubazioni presenti nella produzione di bevande possono essere presenti sostanze chimiche caustiche e gas pericolosi o asfissianti come anidride carbonica e ozono. E' quindi necessario neutralizzare i macchinari e mettere in sicurezza fonti di energia e valvole dei tubi.
Video workshop Keyence "Soluzioni per la visione artificiale anche nell'industria alimentare"

Keyence presenta il workshop "Le soluzioni KEYENCE per la visione artificiale anche nell'industria alimentare" in occasione di SAVE
La tracciabilitŕ come strumento per aumentare l'efficienza dell'impresa e la sua protezione sul mercato

Tecnologie di ieri, di oggi e di domani mirate alla tutela dell'azienda nel mercato globalizzato.
La gestione smart per rispondere alle esigenze di un mercato elettrico improntato alla flessibilitŕ
- Il Model Predictive Control - Confronto tra il sistema di controllo tradizionale (cronoprogramma) e il MPC nel caso del riscaldamento di un edificio - Il caso studio č una rete di distribuzione del calore al servizio di un singolo edificio - Nel progetto CoACh pensiamo di usare un approccio analogo accumulando l'energia elettrica nei surgelati
Risparmio ed efficienza energetica attraverso la manutenzione predittiva - case studies di diagnostica sui macchinari
- Condition Monitoring & Energy saving - Analisi statisiche dal Condition Monitoring del parco macchine esistente - Rapporto economico e remunerativo con E.S.Co. SPM - Il lavoro della E.S.Co. SPM Italia - Casi di successo
Sistemi di Visione Robot e Applicazioni Vision nel settore Food

Caratteristiche delle diverse applicazioni dei sistemi di visione Robot e Vision nel settore food. Case study - Nutrition & Santé, ispezione ad alta velocitŕ dei biscotti rotti.
A cosa serve la virtualizzazione del packaging?

I pilastri dell'INDUSTRIA 4.0 e l'approccio di CAMA - Simulatore di linea Cama SIMPLEX - Simulatore meccatronico avanzato IndustrialPhysics by Machineering - Virtual Simulation - Virtual & Augmented Reality Conclusioni: Ottimizzazione dei processi di Engineering, basati su metodologie fortemente orientate alla simulazione e nuovi modelli di business.
Incentivi per la formazione, sulla ricerca e sviluppo e sulla nuova figura dell'Innovation Manager

- Formazione e R&D, iper ammortamento e Sabatini ter:incentivi
- <
Dall'agricoltore alla riseria: un trasporto sotto controllo con Industria 4.0. Il caso di Riso Scotti

Riso Scotti, come qualsiasi altra riseria, deve scambiare informazioni in formato elettronico con ENR, per la generazione e gestione dei Buoni di Trasporto, obiettivo del progetto: ridurre l'impegno per gestire i documenti ENR automatizzando i flussi via Web Service, aumentare la flessibilitŕ e reattivitŕ del trasporto, Informatizzando il flusso dati e i documenti da e verso i trasportatori.
Innovazione e ricerca nel settore agroalimentare, gli incentivi del Credito d'Imposta - Un caso concreto

- Presentazione del Centro Ricerche Studi Dei Laghi - Proporre le opportunitŕ riferite al credito d'imposta - Sviluppare il campo di Applicazione della R&S secondo le logiche della letteratura tecnica e scientifica << Manuale di Frascati>> - Analizzare alcuni progetti sviluppati in ambitoTecnologico e dell'agro-industria
RFID sostenibile: nuovi materiali e tecnologie per tag green

Sostenibilitŕ e smaltibilitŕ dei tag RFID grazie a prodotti di recentissima introduzione sul mercato e una nuova generazione di smartphone in grado di leggere, oltre al barcode e all'NFC anche i tag UHF.
Le soluzioni KEYENCE per la visione artificiale anche nell'industria alimentare

KEYENCE presenta le funzionalitŕ dei suoi sistemi di visione ad alta velocitŕ e flessibilitŕ, in grado di risolvere anche le applicazioni piů complesse con un'unica e semplice piattaforma. Il workshop si focalizza sulle diverse modalitŕ di illuminazione ed estrazione del colore, che permettono un'ispezione precisa e completa del target, riportando anche esempi concreti nel settore alimentare.
L'industria 4.0 nella produzione di pompe. La strada č tracciata, ma non conclusa

Presentazione dell'evoluzione aziendale e delle soluzioni per l'industria 4.0.
Interventi di miglioramento dell'efficienza energetica nell'industria alimentare

- Chi č Assoege - La diagnosi energetica - Sistemi di monitoraggio - Sistema estione energia ISO 50001 - PCM, ovvero materiali a cambiamento di fase - Installazione di elettrofiltri in sostituzione dei filtri meccanici a tasche nelle UTA, i principali vantaggi - Regolatori di tensione - Motori a riluttanza
La velocitŕ deve essere al massimo, anche confezionando le lumache

Allevamento di lumache (o chiocciole) da gastronomia, nel Parco Regionale della Valle del Lambro. Non solo produzione agricola ma conoscenza del mercato.
La valorizzazione scarti di piume industria del pollame per realizzazione di packaging sostenibile (a base di cheratina)

Il progetto KaRMA2020 - Industrial Feather Waste Valorisation for Sustainable KeRatin-based Materials - Obiettivi del progetto KaRMA2020 - I prodotti bio-based del progetto - Analisi del mercato: l'approccio di CiaoTech - Bioplastiche: Analisi di Mercato
Dall'agricoltore alla riseria: un trasporto sotto controllo con Industria 4.0

Integrazione azienda - trasportatore per ottimizzare e rendere flessibili e controllati i trasporti dei prodotti agricoli. Studio č stato progettato e realizzato un portale WEB (di utilizzo intranet ed internet) che supporta sia le funzioni interne che l'operativitŕ dei Vettori.
Sistemi di Visione Robot e Applicazioni Vision nel Settore Food

- Sistemi di visione: Ispezioni visive in linea, precise ed immediate, con un sistema di illuminazione intelligente ed un algoritmo di controllo all'avanguardia. - Applicazioni Robot Vision - Incredibile versatilitŕ e stabilitŕ delle operazioni grazie ad una modalitŕ di ricerca sviluppata - Applicazioni Vision nel settore Food - Case study - Nutrition & Santé
KEYENCE - la visione artificiale nell'industria alimentare

Visione Artificiale nell'industria alimentare, nel dettaglio l'importanza di un sistema di illuminazione flessibile e di estrazione del colore per rilevare eventuali difetti ed impuritŕ durante la produzione.
Dal caos all'ordine: l'applicazione dei sistemi di visione al packaging
- Sistemi di Visione - Utilizzo dei Sistemi di Visione - Guida Robot - Lettura codici - Controllo qualitŕ - Tracciabilitŕ - Vantaggi
Energy Transparent Factory: Ottimizzazione energetica per Industria tramite Data Science

METRON ha sviluppato una piattaforma energetica di Intelligenza Artificiale per stimolare le industrie a diventare dinamiche in termini energetici. Sfruttando le molteplici fonti di dati generati nei sistemi industriali e collezionati esternamente (contatori, PLC, dati meteorologici, mercato energetico,...), l'Energy Virtual Assistance EVA di METRON utilizza le piů innovative tecniche di Machine Learning e le basi di conoscenza dedicata per indentificare in tempo reale e in ottica predittiva opportunitŕ di risparmio energetico, per connettersi con i sistemi decentralizzati di produzione e consumo di energia e per gestire l'energia dinamicamente. Caso Agroalimentare: Ottimizzazione CIP*, UHT*, aria compressa, caldaie.
SMART TAG: La certificazione dell’intera filiera agroalimentare con informazioni qualificate a validitŕ legale
Obiettivi del progetto Soluzione Smart Tag Agrifood Case Study Tuttovo
Gradi di libertŕ di una filiera controllata
La filiera Alimentare I regolamenti Standard volontari Filiera del suino Filiera del latte
Nuovi motori Serie H Caterpillar: il caso applicativo dell'industria alimentare Sacchetto

L’industria agroalimentare Sacchetto SpA per sostituire il primo impianto di cogenerazione realizzato da CGT 15 anni fa, che ha raggiunto le 115.000 ore, con uno nuovo piů moderno e ancora piů performante, ha scelto ancora CGT. Il cuore di questo impianto da 2,5 MWe č un motore Cat® G3520H a gas metano che garantirŕ un rendimento complessivo superiore al 90%, anche grazie ai nuovi sistemi di supervisione e controllo da remoto.
Sistema Automatico Logistico Intelligente per l’industria alimentare

Panoramica sulla produzione tradizionale, colli di bottiglia e potenziale inespresso, vantaggi. AGV - piccolo, economico, semplice e configurabile. Controllo real time, obiettivi raggiunti.
Studio del comportamento di pompe centrifughe con fluidi non newtoniani

Le pompe centrifughe sono usate in molte applicazioni in cui vengono elaborati fluidi non newtoniani, come ad esempio nll'industria alimentare e mineraria. Questo lavoro analizza sperimentalmente e con simulazioni numeriche le prestazioni di una pompa centrifuga al variare del fluido elaborato (acqua e fluidi non newtoniani). Il comportamento realogico dei fluidi non newtoniani č stato caratterizzato sperimentalmente per poter essere utilizzato e adottato nel modello numerico sviluppato.
Fabbrica automatica e intelligente: processo di acquisizione dati in un impianto di produzione marmellate

- Breve descrizione della Rigoni di Asiago - La richiesta della Rigoni di Asiago - Dispositivi programmati e controllati - Postazioni in campo -raccolta dati - PLC e strumentidi raccoltadati(7 cabinet in campo) - Risultati finali - Cruscotti e controlli operatori - Cruscotti di produzione - Tracciabilitŕ - Vantaggieconomici
Soluzioni per l’ispezione automatica e identificazione tramite sistemi di visione,sensore di visione e lettori di codi

- Sistemi di ispezione visiva - Smart camera: serie IV - Sistemi di visione embedded: serie CV-X - Sistemi di visione embedded: serie XG-X La serie IV caratteristiche